Thanks to Mr Pirie for these unreal racks, now I can fit all my boards and still get some shelves ![]()
![]()
Even my wife thinks it looks good ![]()
![]()


Ive done racks like this before. In a commerical enviroment, the small amount of weld area on the end section can fail. Ive found it better to use angle for the vertical, as you get 3 sides of the end section, plus the length of the angle along one edge of the top and bottom cord of the shs that is "rack" part. The top cord weld in particular is in tention which is strongest for steel/aluminium. Though Im sure these racks will be fine and give no trouble. Just another way to do it.

Thanks Alain the cheques in the mail...![]() we have fitted out quiet a few shops on the Goldie & the Sunny Coast , Greenline & Local Knowledge are a couple of the larger ones. The ali is a high tensile 6106-T6 which is Tig welded giving them the strength so you don't need a cross brace for strength giving you more room to stack the boards and padded with a 10mm foam.
we have fitted out quiet a few shops on the Goldie & the Sunny Coast , Greenline & Local Knowledge are a couple of the larger ones. The ali is a high tensile 6106-T6 which is Tig welded giving them the strength so you don't need a cross brace for strength giving you more room to stack the boards and padded with a 10mm foam.
The first 2 shots are of the Greenline shop still hanging strong after 3 years , the next one is my garage rack , my ute used to park under the rack, the new 4WD is a bit high , need to move racks up a few inches , the last shot is my roof rack in the shed.
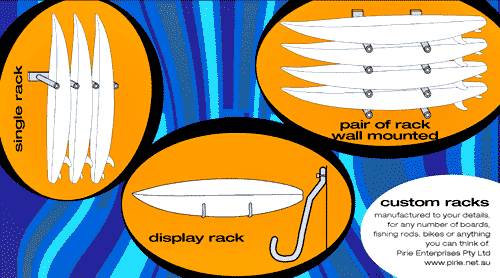
The 3 board garage rack is $150 in mill finish or $180 powder coated , the roof rack is $90 . Can make any customs like Alains place and custom ski racks like Latmans.This months special is a free copy of "Living The Stoke" DVD with any rack purchase..![]() plus we also make racks for all the short boards and mals. More details here www.pirie.net.au
plus we also make racks for all the short boards and mals. More details here www.pirie.net.au
What a pimp fest...![]()
Check out "The Living The Stoke" movie trailer here :- http://vmail.fotomedia.com.au/livingthestoke




6061 is one of the most common used mid to high strength aluminium alloys, with its major alloying elements being magnesium and silicon. Not sure id call it high tensile.... T6 is referring to the solution heat treating porcess, in this case being: solution heat-treated and then artificially aged. TIG/heliarc welding wont give the aluminum more strength, nore will it out perform GMAW(Mig) or Oxy/Acetelene welding IF they are all using the correct procedure for their particular process.
The material type, size and wall thickness being used along with design will give end strength. In this case I cant see there being any problems. What I have seen in commercial enviroments, where boards are being put on and off the racks all day is a faliure at the butt weld...both in racks I have built and racks built by others ;)
IMO what is happening is the small amount of up and down movement is causing work hardening particluarly at the HAZ or heat affected zone around the weld. Visually insoecting the break showed what looked to be good welds and weld penetration.
For basic racks that are getting wall mounted im now using angle as the vertical rather than hollow section. This gives more weld area and also allows less leverage on the fastener used to the wall.
Just another way to skin a cat
How many KGs would be supported by each horizontal arm holding a board ? 4 or 5 maybe . Im sure a 40 or 50mm square tube weld has no problems..
talking and making anything better is a good thing im my mind. Isnt that why we have read so many board and fin reviews from you ![]()

Tig v Mig we are talking penetration it very easy to lay your weld on top with a Mig torch , Tig much higher temp and greater penetration my boys all day weld up balustrades for 30+ story buildings on 3 phase $5,000 Miller machines so trust me the welds are good on these racks.
Just go into Greenline and seen how many of these racks have failed over the last 3 years..? None... just imagine how many boards have been pulled on and off these racks in that time ?
My rack design is cost effective and structurally fit for purpose , yes you can build them stronger but no reason to unless you want to sleep on them.